3D打印的主流技术
FDM:熔融沉积成型「FFF:熔丝制造」
FDM「Fused Deposition Modeling」,熔融沉积成型,也被称为熔丝制造「Fused Filament Fabrication,FFF」。「丝材挤出热熔成型」这一大类。
FDM技术是20世纪80年代Scott Crump发明的。在获得该项技术的专利后,他于1989年创立了Stratasys公司。FDM的技术原理是,将时装直径约2 mm的热熔行材料通过喷头加热融化,喷头底部带有微细喷嘴直径一般为0.2到0.6 mm,材料了一定的压力挤喷出来。同时喷头沿着水平方向移动,挤出的材料与前一个层面熔结在一起。一个层面沉积完成后,工作台垂直下降一个层的厚度,再继续熔融沉积,直到完成整个实体造型。FDM工艺使用两种材料:一种是制作实体部分的成型材料;另一种是支撑材料。
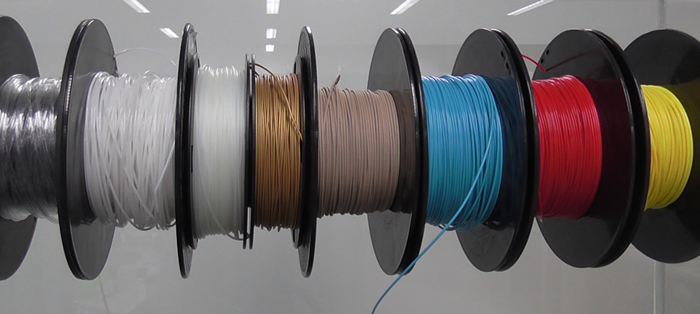
形象地说,FDM的原理就像蚕吐丝或者挤牙膏那么简单,而且无需激光系统,因而价格低廉,现在市场上的桌面级3d打印机,大多数使用这种工艺,最便宜的不到1万元即可买到。FDM使用的丝状耗材以及,实物案例如图所示。
FDM技术优点
- 操作环境,干净安全,可在办公室环境下进行,没有产生毒气和化学污染的危险。
- 无需采用激光器的贵重元器件,工艺简单干净,不产生垃圾。
原材料一卷轴丝的形式提供,易于搬运和快速更换。
由于甲基丙烯酸ABS材料具有较好的化学稳定性,可采用伽马射线消毒,特别适合于医用。
材料利用率高,且可选用多种材料,如可染色的ABS和医用ABS、PLA、PC、PPSF等。
FDM技术缺点
成型后表面粗糙,需配合后续抛光处理,目前不适合高精度的应用。做小件或精细件时精度不如SLA,最高精度只能为0.01毫米。
尺寸不能很大,因为材料本身原因限制,尺寸大了,容易变形。
速度较慢,因为它的喷头是机械的。
此外,他还需要浪费材料来做支撑。
3DP:三维打印黏结成型(喷墨沉积)
3DP(Three Dimensional Printing and Gluing),三维打印黏结成型,喷墨沉积。该公寓属于,液体喷印成型这一大类。
工艺类似于传统的2D喷墨打印机,是最为贴合3d打印概念的成型技术之一,最早由美国麻省理工学院,于1993年开发,该技术利用喷头喷粘结剂,选择性粘结粉末来成型。首先铺粉结构在加工平面上精确地铺上一层粉末材料,然后喷墨打印头根据这一层的截面形状的粉末上喷上喷涂一层特殊的胶水,喷到胶水的薄层粉末发生固化,然后在这一层上再铺上一层有一定厚度的粉末,打印头按下下一截面的形状喷胶水,如此层层叠加,从下到上,直到把一个零件的所有层打印完毕。然后把未固化的粉末清理掉,得到一个三维实物原型。成形精度可达0.09毫米。
于2D平面打印机的打印头下方送纸不同,3d打印机是在一层粉末的上方移动打印头,,并打印横截面数据。彩色3d打印机打印成型的样品模型,与实际产品具有同样丰富的色彩。ZCORP公司,使用3DP技术打印的实例如图,
3DP技术优点
- 无需激光器等高成本元器件,成型速度快耗财很便宜,一般的石膏粉就可以.
- 成型过程不需要支撑,多余粉末的祛除也比较方便,特别适合于内腔复杂的原型。
- 此技术的最大优点是能直接打印彩色,无需后期上色,目前市面上打印彩色人像基本使用此项技术。
3DP技术缺点
- 石膏强度较低,只能做概念型模型,而不能做功能性实验。
- 因为粉末连接在一起,所以表面手感有点粗糙。
SLS:选择性激光烧结
SLS(Selective Laser Sintering),选择性激光烧结,选区激光烧结。该工艺属于粉末丝状材料、高能束烧结或融化成型这一大类。
该工艺由美国德克萨斯大学奥斯汀分校的C.R.Dechard于1989年研制成功。SLS与3DP相似,也是采用粉末材料,但一般都为金属粉末或陶瓷粉末等,此外不像3DP通过喷粘结剂来黏结,而是通过烧结来粘结。具体的,SLS利用粉末材料在激光照射下烧结的原理,由计算机控制,层层堆叠成型,首先铺一层粉末材料并刮平,材料预热到接近融化点,在使用高强度的二氧化碳激光器,有选择地在该层截面上扫描,使?粉末温度升至融化点,然后烧结成型黏结,接着不断铺粉、烧结,直至完成整个模型成型。
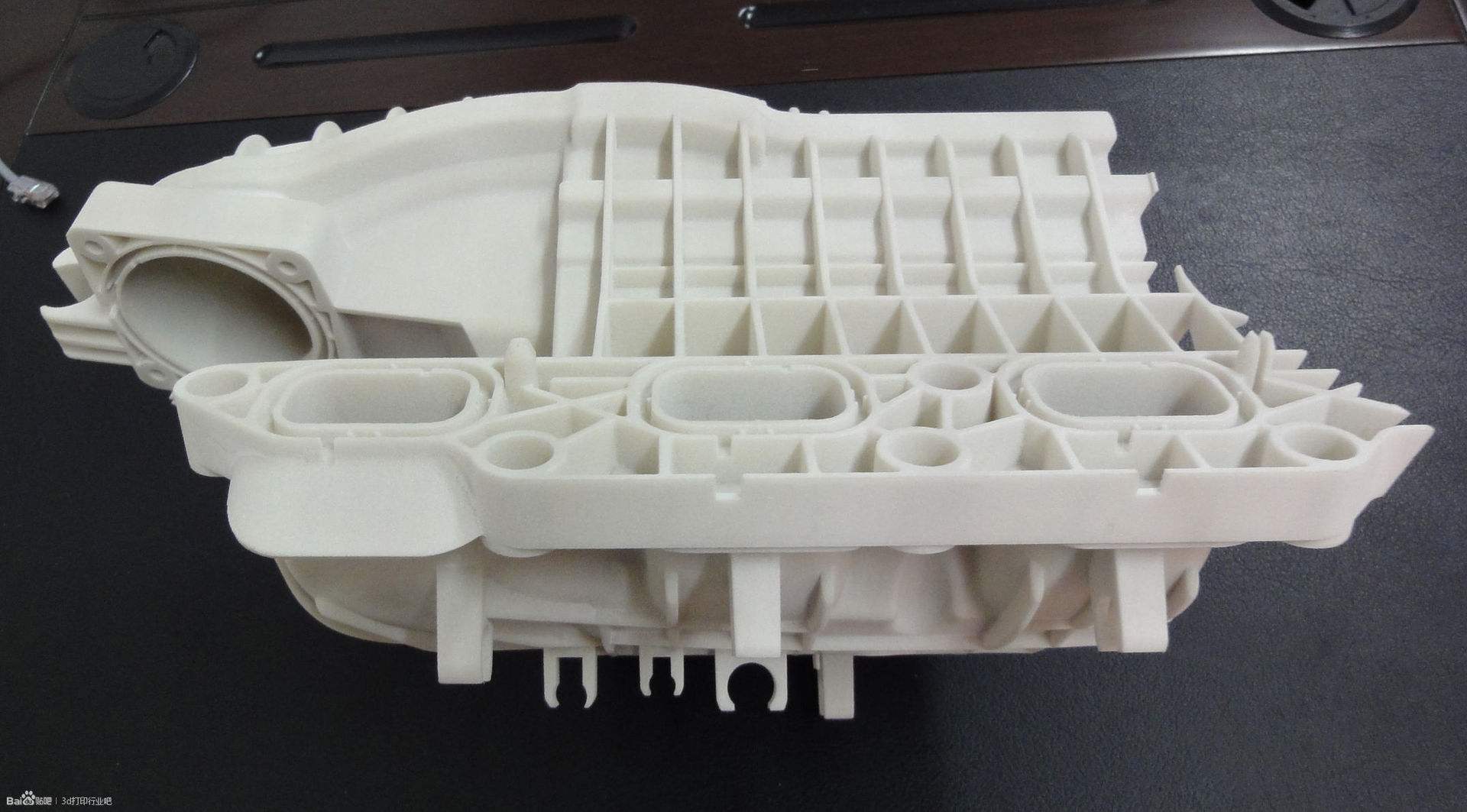
SLS在市场上使用的比较多,因为它和工业结合的很紧密,而且使用的材料最广泛,理论上讲,几乎所有粉末材料都可以打印,像铸造行业对精度要求没那么高,SLS打印出来的精度就足够了,与精密铸造工艺相当。如首饰、小的金属磨具等,以下是SLS打印案例.

SLS技术优点
- 成型材料广泛,包括高分子金属、陶瓷、砂、等多种粉末材料。
- 零件的构建时间较短可达1inch/h速度。
- 所有没用过的粉末都能在下一次打印中循环使用,所有未烧结过的粉末都保持原状,并成为实物的支撑性结构。因此这种方法不需要任何其他支撑材料,相比之下,FDM、SLA等工艺则需要支撑结构。
- 此技术最为主要的优势在于金属产品的制作,其制作的成品可具有与金属零件相近的机械性能,故可用于直接制造金属模具,以及进行小批量的零件加工。
SLS技术缺点
- 粉末烧结表面粗糙,精度为0.1到0.2毫米,需要后期处理,在后期处理的过程中,难以保证零件尺寸精度,后期处理工艺复杂,样件变形大,无法进行装配。
- 无法直接成型高性能的金属或陶瓷零件,成型大尺寸零件时容易发生翘曲变形。
- 在加工前要花近两个小时的时间,将粉末加热至熔点以下,当零件构建之后,又还要花5到10小时冷却,然后才能将零件从粉末缸中取出。
- 摇匀使用的大功率激光器,除了本身的设备成本,还需要很多辅助保护工艺、整体技术难度较大,制造和维护成本非常高,普通用户无法承受,以目前应用范围主要集中在高端制造领域。
- 需要对加工室不断充氮气确保烧结过程的安全性,加工成本高,该工艺还会,产生的毒气污染环境。
SLA光固化立体成型(立体光刻)
SLA(Stereo Lithography Appearance),光固化立体成型,立体光刻,立体平板印刷,有时也称为SL。该工艺已属于液态树脂光固化成型这一大类,
世界上第一台3D打印机采用的就是SLA工艺。该项技术是由,Charles W. Hull发明的。他由此于,1986年创办了3D Systems公司。这种打印机的技术原理是,在树脂液槽中盛满透明,有粘性的液态,光敏树脂,它们在紫外激光束的照射下会快速固化,成型过程开始时,可升降的工作台处于液体下一个截面层厚的高度,聚焦后的激光束,在计算机的控制下,按照截面轮廓的要求,严液体进行扫描,使被扫描区域的树脂固化,从而得到该截面轮廓的塑料薄片,然后工作台下降一层薄片的高度,再固化另一个层面,这样一层层叠加,构成一个三维实体。
SLA的材料是液态的,不存在颗粒的东西,因此可以做得很精细,不过它的材料要比SLS贵的多,所以他目前主要用于打印薄壁的,精度,要求较高的零件,适合于制作中小型工件,能直接得到塑料产品,它还能代替蜡模制作的浇铸模具,以及作为金属喷涂模,环氧树脂模和其他软模的母模。以下是打印实例

SLA技术优点
- 光固化成型法是最早出现的快速成形工艺,成熟度较高,经过时间的检验。
- 成型速度较快,系统工作相对稳定。
- 可以打印尺寸也比较可观,在国外可以做出两米的大件,关于后期处理,特别是上色都比较容易。
- 尺寸精度高,可以做到微米级别。
- 表面质量较好,比较适合于小件、较精细件。
SLA技术缺点
- SLA设备造价高昂,使用和维护成本过高。SLA系统是要对液体进行操作的精密设备,对工作环境要求较为苛刻。
- 全新件多为树脂类,材料价格贵,强度、刚度、耐热性、有限,不利于长时间的保存。
- 这种成型产品对储藏环境有要很高的要求,温度过高则会融化,工作温度不能超过100℃,光敏树脂固化后较脆,易断裂,可加工性不好成型,成型件容易吸潮膨胀,抗腐蚀能力较差。
- 光敏树脂对环境有污染,会使人体皮肤过敏。
- 需要设计工件的支撑结构,以确保在成型过程中制作的每一个结构部位都能可靠的定位,支撑结构需再未完全固化的时候手工去除,容易破坏成型件。
注意:SLA用的激光与SLS用的激光不同。SLA用的是紫外激光,SLS用的是红外激光。SLA的耗材一般为液态的光敏树脂,SLS的耗材一般为塑料、蜡、陶瓷、金属、粉末。
DLP:数字光处理
DLP(Digital Light Processing),这项技术也属于液态树脂光固化成型这一大类,数字光处理技术和SLA光固化成型技术比较类似,不过他是使用高分辨率的数字光处理器(DLP)投影仪来固化,液态光聚合物的,逐层进行光固化,由于每次成型一个面,因此在理论上速度,也比同类的SLA快得多。这项技术成型精度高,在材料属性、细节和表面光洁度方面,可匹敌注塑成型的耐用塑料部件,DLP工艺的打印案例如图所示。

DLP利用投影原理成型,无论工件尺寸大小,都不会改变成型速度。此外,DLP不需要激光头去固化成型,取而代之的是使用成本极为便宜的灯泡照明,整个系统并没有喷射部分,所以并没有传统成型系统喷头堵塞的问题,大大降低了维护成本。DLP技术最早是由德州仪器开发,都是基于德州仪器提供的芯片组。
PolyJet:多喷头喷射技术
PolyJet技术是由以色列Objet公司发明并申请专利的,速度比SLA更快,该工艺属于液体喷印成型和液态树脂光固化成型这两大类的结合体。
打印过程像喷墨打印机一样一层一层的喷树脂,同时用紫外线灯快速固化,树脂分为支撑材料和模型材料,产品做成后可轻易地冲洗掉支撑材料产品,样品精度高,Objet的3D打印系统可为办公室环境的设计师和工程师们提供高分辨率的快速成型制作,但是树脂材料的强度较低。下面是打印案例。

LOM:分层实体制造
LOM(Laminated Object Manufacturing),分层实体制造。该工艺属于片/板/块材黏结或焊接成型这一大类。
LOM是一种薄片材料叠加工艺,出现于1986年,由Helisus公司提出。利用激光或刀具切割薄层片,塑料薄膜,金属薄板,或陶瓷薄片等片材,非零件区域切割成若干小方格,便于后续去除,然后通过热压或者其他形式层层粘结,叠加获得三维实体零件。可以看出,LOM工业还有传统切削工艺的影子,只不过它已不是对大块原材料进行整体切削,而是先将原材料分割为多层,然后对每层的内外轮廓进行切削加工成型,并将各层黏结在一起。
LOM适合制作大中型原型件,翘边变形较小,尺寸精度较高,成型时间较短,使用小功率的二氧化碳激光器价格低,使用寿命长,制成件有良好的机械性能,适合于产品设计的概念建模,和功能性测试零件,且由于制作的零件具有木质属性,特别适合于直接制作砂型铸造模,下面是LOM的打印实例。
